





Fitingi za cijevi od crnog željeza
Za fitinge za cijevi od kovanog željeza, najraniji standard je BS143 iz 1922. godine, koji ima preliminarne odredbe za cijevne spojnice. Kako bi pokazao vlastitu snagu, ovaj standard uključuje i američki standard.
Opis
Hebei Jianzhi Casting Group Co., Ltd je jedan od glavnih kineskih proizvođača fitinga od kovanog gvožđa od 1982. Upravljanje kvalitetom fokusirano na proces sa brendom "Jianzhi" koji je bio jedan od "kineskih poznatih zaštitnih znakova" Kvalitetnih fitinga od kovanog gvožđa od "Jianzhi" sa isplativim instalacijama.

Više od 4,000 uposlenika, još 300 stručnjaka,inženjera i tehničara.Moć praktične akcije "Ili odustani ili uradi dobro" sa ciljem stvaranja međunarodnog zaštitnog znaka
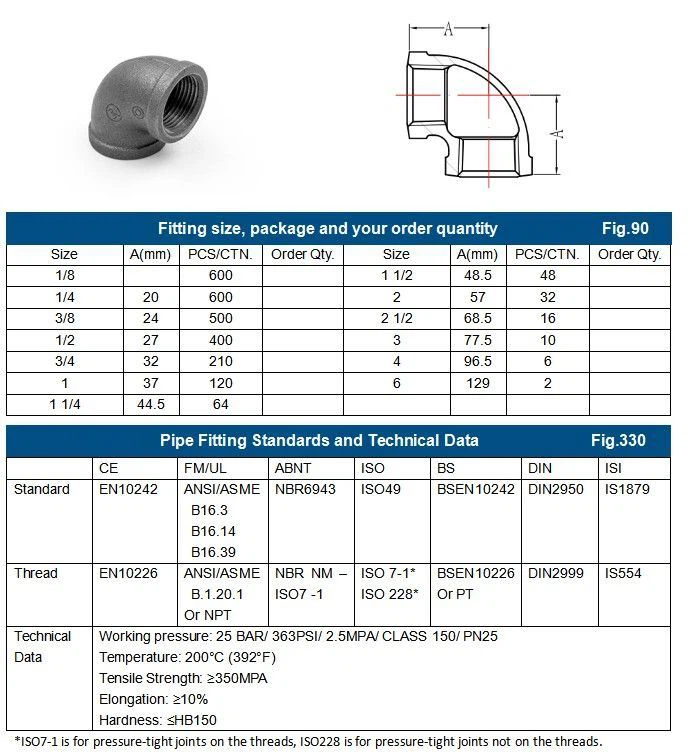
Veličina:DN6-DN150 (1/8"-6")
Materijal: Kovno gvožđe BS EN 1562 B330-6 /KTH330-6
Standard: EN10242 / ANSI / ASME B16.3 / DIN2950 / IS0 49 / NBR6943 / IS1879 / BS EN10242
Standard s navojem: EN10226 / ASME B.1.20.1 / DIN2999 / ISO7-1 / ISO228 / IS554 / BS EN10226
Završna obrada: crna, vruće pocinkovana, hladno pocinkovana
Certifikacija: UL Listed / FM odobren / CE / ABNT / TSE / SNI / ISI
Primena: Prenošenje vode, pare, nafte, gasa i drugih cevovodnih priključaka
Pogodno: pritisak max 1.6MPa, maksimalna temperatura 200 stepeni c
Tehnički podaci
Pritisak: veći ili jednak 2.0MPA KLASA 150
Maksimalna temperatura: 200 stepeni (392 stepena F)
Vlačna čvrstoća: veća ili jednaka 300MPA
tvrdoća:< HB150 (Brinell)
Stopa izduženja: veća ili jednaka 6 posto
Za fitinge za cijevi od kovanog željeza, najraniji standard je BS143 iz 1922. godine, koji ima preliminarne odredbe za cijevne spojnice. Kako bi pokazao vlastitu snagu, ovaj standard uključuje i američki standard. 1945. godine, nakon što je Njemačka poražena u Drugom svjetskom ratu i svjedoči o moći Njemačke, BSI je ugradio njemački standard baziran na BS143 i uspostavio standard BS1256. Godine 1986, dva standarda su kombinovana, zajedno poznata kao BS143&1246. 1933. godine osnovana je Evropska unija. Evropska unija je 1955. godine odlučila da usvoji britanski standard. Stoga, manja modifikacija BS143&1256, formalno preimenovana u BS EN10242, ovaj standard je trenutno najšire korišteni broj međunarodnog standarda.
Naša usluga
Profesionalni trgovački tim podržava naše klijente sa isplativim rješenjima.
Kvalitet potvrđen sa 40 godina iskustva u proizvodnji i UL listom i FM odobrenim.
Stabilno vrijeme isporuke sa velikom količinom zaliha materijala.
")
Kratko predstavljanje specijalnog procesa livenja fitinga za cevi od savitljivog čelika
(1) Tip ugljen-dioksida koristi kvarcni pijesak plus 3-6 natrijum silikat kao vezivo za oblikovanje. Metoda oblikovanja je ista kao kod prethodnog mokrog tipa. Nakon oblikovanja, plin ugljični dioksid se upuhuje između čestica pijeska kako bi se kalup očvrsnuo. Nakon puhanja ugljičnog dioksida, može se dobiti ista tvrdoća kalupa kao i tip hiljadu. Stoga se ovaj tip ugljičnog dioksida naširoko koristi za zamjenu suhog tipa.
(2) Fluidni samostvrdnjavajući kalup kao što je dodavanje natrijevog silikata, učvršćivača, sredstva za pjenjenje (aktivatora međusloja) i vode u kvarcni pijesak, a nakon miješanja i mljevenja formiraju se mikro mjehurići između zrna pijeska kako bi se dobila mješavina plina i zrna pijeska , Ovakvu vrstu pijeska za kalupljenje nije potrebno zbijati, a svojom težinom može ispuniti svaki kut između modela i kutije s pijeskom. Ovaj kalup se naziva fluidni samostvrdnjavajući kalup.
Nekoliko minuta nakon što pijesak uđe; mehurići nestaju. Dok gubi tečnost, učvršćivač djeluje na natrijum silikat, a kalup se može izbaciti oko 40 minuta nakon što počne da se stvrdne.
Prema različitim hemijskim reakcijama procesa bez stvrdnjavanja, postoji mnogo metoda očvršćavanja.
Tip (3) koristi obloženi pijesak u kojem je površina zrna pijeska prekrivena furanskom smolom. Pijesak obložen smolom se prvi put posipa na zagrijani metalni model, a smola se topi zbog topline modela, a smolani pijesak formira tanak vezivni sloj duž površine modela (preostali nevezani pijesak može se ponovo koristiti sljedeći put). Tanki sloj peska zajedno sa modelom zagrejte na oko 260 stepeni. Nakon što su zrnca pijeska potpuno stvrdnuta, skinite tanak sloj pijeska sa modela da dobijete polovinu ljuske. Povežite dvije polovice ljuske ljepilom kako biste formirali školjku.
(4) Metoda oblikovanja pod pritiskom pokriva površinu modela plastičnom folijom, stavlja na nju kutiju s pijeskom, a zatim je puni suhim pijeskom bez veziva. Kutija s pijeskom je također prekrivena plastičnom folijom, a zatim vakuum pumpa uvlači zrak i dekompresira prema van iz otvora za ventilaciju koji je otvoren na kutiji s pijeskom. Suhi pijesak u sendviču između površine modela i gornjeg sloja plastične folije se zbija pod djelovanjem atmosferskog tlaka kako bi se zaokružio oblik. Ova metoda modeliranja se također naziva procesom V metode.
Izlivanje se može izvršiti nakon što se kalup izvuče i kutija pričvrsti. Kako bi se spriječilo urušavanje kalupa tokom procesa izlivanja, potrebno je nastaviti s depritiskom. Karakteristika ovog kalupa je da se uopće ne dodaje vezivo i vlaga.
(5) Metoda magnetskog oblikovanja je metoda u kojoj se umjesto pijeska koristi magnetski jak zrnati predmet, a magnetskom polju se daje sila vezivanja za izvođenje kalupa. Budući da se kalup ne može izvući, koristi se model plinifikacije pjenastog polistirena.
Popularni tagovi: crni gvozdeni fitinzi, Kina fabrika crnih gvozdenih cevi, 95 градус pvc йоҙроҡ, Ҡара тимер ҡапҡасы, бетон кульверт ос ҡапҡастары, поли торба тоташтырғыс, нержавеющий ҡыҫҡартыу ҡыуаҡлыҡ, ҡалдыҡтар торбаһы туҡталыш осонда





