


Okrugla cijev od pocinčanog kovanog željeza
Pocinčana okrugla cevna kapa od kovanog gvožđa je jedna od fitinga od kovanog gvožđa. Koristi se za zatvaranje kraja cevi na kraju priključka cevi ili za rezervisanje interfejsa cevi za budućnost. Možemo da obrađujemo BS navoj i NPT navoj, ženski navoj, veličine od 1/4" do 4", o površini, možemo proizvesti okove za crnilo, električno pocinčano i vruće pocinčano.
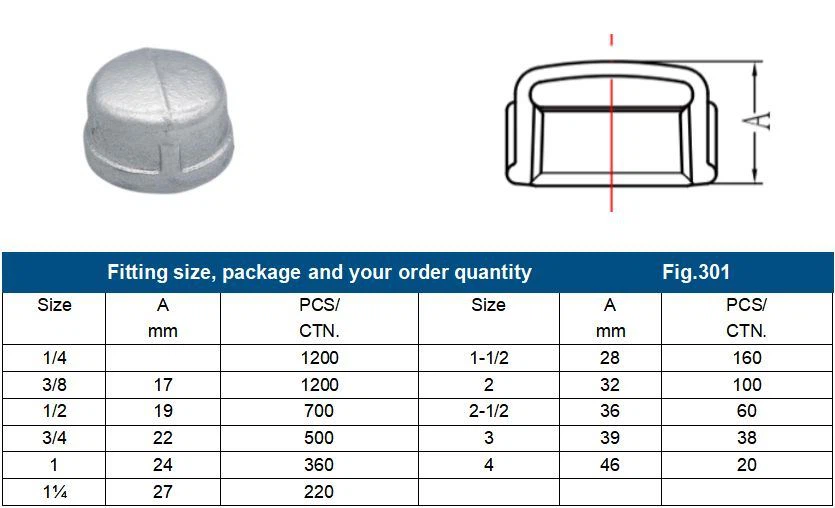
Veličina: DN6-DN150 (1/8"-6")
Materijal: kovno gvožđe BS EN 1562 B330-6 /KTH330-6
Standard: EN10242 / ANSI / ASME B16.3 / DIN2950 / IS0 49 / NBR6943 / IS1879 / BS EN10242
Standard s navojem: EN10226 / ASME B.1.20.1 / DIN2999 / ISO7-1 / ISO228 / IS554 / BS EN10226
Završna obrada: crna, toplo pocinkovana, hladno pocinkovana
Certifikacija: UL Listed / FM odobren / CE / ABNT / TSE / SNI / ISI
Primena: Prenošenje vode, pare, nafte, gasa i drugih cevovodnih priključaka
Pogodno: pritisak max 1.6MPa, maksimalna temperatura 200 stepeni c
Opis
Hebei Jianzhi Casting Group Co., Ltd je jedan od glavnih kineskih proizvođača fitinga od kovanog gvožđa od 1982. Upravljanje kvalitetom fokusirano na proces sa brendom "Jianzhi" koji je bio jedan od "kineskih poznatih zaštitnih znakova" Kvalitetnih fitinga od kovanog gvožđa od "Jianzhi" sa isplativim instalacijama.

Više od 4,000 zaposlenika, još 300 stručnjaka, inženjera i tehničara. Moć praktične akcije "Ili odustani ili uradi dobro" i ima za cilj stvaranje međunarodnog žiga
Tehnički podaci
Pritisak: veći ili jednak 2.0MPA KLASA 150
Maksimalna temperatura: 200 stepeni (392 stepena F)
Vlačna čvrstoća: veća ili jednaka 300MPA
tvrdoća:< HB150 (Brinell)
Stopa izduženja: veća ili jednaka 6 posto
Okrugla cev od pocinkovanog kovanog gvožđa je jedan od fitinga od kovanog gvožđa. Koristi se za zatvaranje kraja cijevi na kraju cijevnog priključka ili za rezervisanje sučelja cijevi za budućnost. možemo obraditi BS navoj i NPT navoj, ženski navoj, veličine od 1/4" do 4", O površini, možemo proizvoditi okove za crnilo, električno pocinčano i toplo pocinčano.
Maksimalni pritisak: 2,5 Mpa
Maksimalna temperatura: 200 stepeni (392 stepena F)
Zatezna čvrstoća: 350MPA
Tvrdoća: HB150 (Brinell)
Stopa izduženja: 10 posto
Pogodne primjene: voda, nafta, plin, petrohemija
Kvalitet našeg okova je najbolji u Kini, ali cijena je vrlo razumna, može vam donijeti veliku zaradu za distribuciju naših okova BRAND JIANZHI, naša tačnost navoja je vrlo visoka, standard regulira odstupanje ovih je plus {{0 }}, ali da bismo jurili kvalitetno i zgodno za korisnika, povećavamo odstupanje na plus -0.5, ne može nijedan drugi proizvođač ovo postići u istoj tvornici industrije, ako želite da potvrdite, dobrodošli u našu fabriku za posjetu ili zatražite uzorke za provjeru.
Naša usluga
Profesionalni trgovački tim podržava naše klijente sa isplativim rješenjima.
Kvalitet potvrđen sa 40 godina iskustva u proizvodnji i UL listom i FM odobrenim.
Stabilno vrijeme isporuke sa velikom količinom zaliha materijala.

Kako razlikovati toplo i hladno cinkovanje?
Kao važan spoj koji se koristi u vodovodnim cjevovodima, fleksibilni čelični cijevni fitinzi često su u kontaktu s vodom i zrakom, pa je njihova otpornost na koroziju vrlo važna. Priključci za kovljive čelične cijevi općenito su pocinčani na površini proizvoda za tretman protiv hrđe. Među njima, galvanizacija se dijeli na dvije vrste: toplo cinkovanje i hladno cinkovanje.
Razlikuje se po izgledu, zbog ujednačenosti hladno pocinkovanog premaza, njegova površina je bliska grubom proizvodu i ima jedinstvenu površinsku neravninu grubog proizvoda, koja izgleda glatko i sjajno. Zbog fenomena električnog oklopa, hladno pocinčani dijelovi uglavnom nemaju pocinčani sloj iznutra (osim za posebne tehnike pocinčavanja). Međutim, pošto je toplo pocinkovani sloj relativno kasno i fluidnost rastvora cinka je slaba, sloj cinka na površini toplo pocinkovanih cijevnih fitinga je relativno debeo, a zbog toga što je površina toplo pocinkovane površine sloj će se oksidirati kako bi se dobio bijeli zaštitni sloj, boja je općenito tamnija. , a glatkoća površine je daleko manja od proizvoda za hladno polaganje.
Još uvijek postoje neki proizvođači koji koriste neke nepocinčane crne dijelove da prskaju sloj srebrne boje u prahu na površinu i prodaju ih kao pocinčane spojeve za cijevi. Metoda razlikovanja je također vrlo jednostavna. Ako se dva priključka za cijevi udare jedan o drugi, srebrna boja u prahu na površini cijevne spojnice će otpasti. Osim toga, u pogledu boje, ako spojevi cijevi od srebrne boje u prahu ne otpadnu, sloj boje je vrlo svijetao, dok su spojevi za hladno pocinčane cijevi tamni i svijetli, i općenito nema pocinčanog sloja unutra, dok Toplo pocinkovane cijevne spojnice će postati tamne nakon određenog vremenskog perioda. Ash.
Dakle, koje su performanse bolje između hladno pocinkovanih cijevnih spojnica i toplo pocinčanih cijevnih spojnica?
Specifična analiza procesa pocinčavanja proizvoda: vruće pocinčavanje, poznato i kao vruće pocinčavanje, je metoda potapanja cijevne armature u otopinu rastaljenog cinka kako bi se dobio metalni premaz.
Princip: Toplo cinkovanje ima dobru pokrivenost, gust premaz i nema organskih inkluzija. Kao što svi znamo, mehanizam antiatmosferske korozije cinka uključuje mehaničku zaštitu i elektrohemijsku zaštitu. U uvjetima atmosferske korozije na površini sloja cinka postoje zaštitni filmovi ZnO, Zn(OH)2 i bazični cink karbonat koji u određenoj mjeri usporavaju koroziju cinka. Kada se zaštitni film (također poznat kao bijela hrđa) ošteti, formirat će se novi film. Kada je sloj cinka ozbiljno oštećen i ugrožava željeznu podlogu, cink će elektrohemijski zaštititi podlogu. Standardni potencijal cinka je -0.76V, a standardni potencijal gvožđa je -0.44V. Kada cink i željezo formiraju mikro-bateriju, cink se rastvara kao anoda, a željezo je zaštićeno kao katoda. Očigledno je da je vruće pocinčavanje bolje od elektro-galvanizacije u svojoj sposobnosti da odoli atmosferskoj koroziji željeza od osnovnog metala.
Proces formiranja vruće pocinčanog sloja je proces formiranja legure željeza i cinka između željezne podloge i krajnjeg čistog sloja cinka. Sloj legure gvožđa i cinka formira se na površini obratka tokom toplog cinkovanja, tako da su gvožđe i sloj čistog cinka veoma blizu. Dobra kombinacija, proces se može jednostavno opisati kao: kada se željezni radni komad uroni u rastopljeni cink, čvrsti rastvor cinka i -gvožđa (centar tela) se prvo formira na interfejsu. Ovo je kristal nastao otapanjem atoma cinka u gvožđu osnovnog metala u čvrstom stanju. Dva metalna atoma su spojena, a privlačenje između atoma je relativno malo. Stoga, kada cink dostigne zasićenje u čvrstoj otopini, atomi cinka i željeza difundiraju jedan u drugi, a atomi cinka difundirani u (ili infiltrirani u) željezni matriks migriraju u rešetku matriksa i postepeno formiraju leguru sa željezom, dok difuzija Gvožđe u rastvoru rastaljenog cinka formira intermetalno jedinjenje FeZn13 sa cinkom, i tone na dno lonca za toplo cinkovanje, što je cinkova šljaka. Kada se radni komad izvadi iz cinkove kupke, na površini se formira čisti sloj cinka.
Popularni tagovi: pocinčano kovno željezo okrugli poklopac cijevi, Kina tvornica kapica za okrugle cijevi od pocinčanog kovanog željeza, тимер торбалар һәм арматура, тимер торба редукторы арматура, тимер шланг торбаһы, нержавеющий тимер редуктор арматура, Ҡоро y тура килтереп, нержавеющий трубка редукторы





